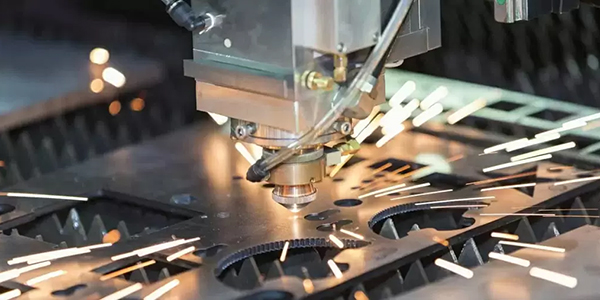
Héichgeschwindegkeets-Laserschneiden
Mir sinn Spezialisten am Laserschneiden a Prozessverschleißbeständegkeet, Panzerung a Materialien aus héijer Festigkeit a mat niddereger Legierung. Qualitéiten wéi Hardox (déi meescht Stäerkten ginn aus Lager gehalen), Weldox, Abrazo, Armox an Invar & Abro kënnen all bis zu enger Déckt vun 25 mm veraarbecht ginn.
Mir hunn nëmmen e limitéierte Stock vun dëse Materialien, fir eng séier Ëmsetzung ze erméiglechen. Mir hunn eng ganz Rei Domex & Hardox Materialien aus Lager a veraarbechten dës Materialien reegelméisseg.
Rufft w.e.g. un fir weider Detailer an aktuell Lagerbestännegkeet.
Waasserstrahlschneiden
Eist Waasserstrahl-Schneidsystem benotzt Waasser mat 50.000 psi an e schleifende Granat fir praktesch all Material ze schneiden, och Titan! D'Verstäerkerpompele liwweren 150 PS, wat eng nach besser Leeschtung op méi décke Materialien erméiglecht. E puer vun de Virdeeler vum Waasserstrahl sinn: Iwwerleeën Formschneidfäegkeet. Schneid Materialien, déi aner Methoden net kënnen, wéi Schaumgummi, Keramikfliesen, Marmer a Glas. Handhabt eng breet Palette vu Materialien mat Liichtegkeet. ± 0,005" Positionéierungsgenauegkeet. Eliminéiert Virbuerung vun Entrée-Lächer. Manner arbeitsintensiv wéi aner Methoden. Kann extrem déck Materialien schneiden (Mir hunn 8" décke Koffer geschnidden!).

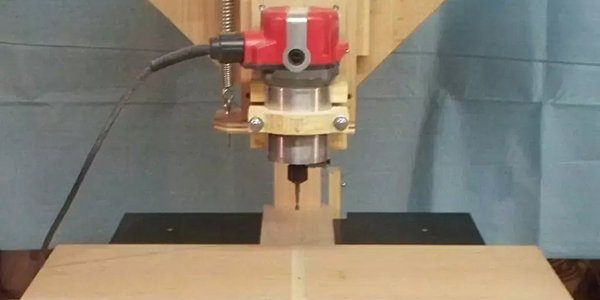
Vertikal Router
Federatioune mat bis zu 3.150 Zoll pro Minutt schneiden.
• Dee schnellsten Wee fir Aluminium, SS, CS a Legierungsstol ze veraarbechten.
72" x 144" Dësch mat engem Aarbechtsumfang vun 84" x 140" an enger Z-Achs-Beweegung vun 15"
• Kann déck Materialien a Stécker bis zu 6' x 12' beaarbechten.
Iwwerschwemmungskillsystem fir schwéier ze veraarbechte Materialien
• Erlaabt méi héich Geschwindegkeeten a Fuerraten, erhéicht d'Liewensdauer vun den Tools a reduzéiert d'Käschte vun den Deeler.
• Kann Edelstol an Titan veraarbechten.
20-Päerdstäerkt, HSK 63A flësseggekillt Spindel mat Duerchkühlung an integréiertem dynamesche Werkzeugwechsler.
• Fortgeschratt Werkzeughaltesystem.
• Ofkillung duerch d'Tool bedeit méi séier Déifbueroperatiounen.
• 12 Werkzeugstatiounen erlaben et, bal all Aarbecht ouni Neiauswiel ze veraarbechten.
40-Päerdstäerkt Héichduerchfluss-Vakuumpompel.
• E staark erhéichte Vakuum hëlleft déck Placken oder vill kleng Deeler op der Plaz ze halen.
± 0,0004" (0,01 mm) unidirektional Widderhuelbarkeet an ± 0,0025" Kreeslafegkeet.
• Héichpräzis fäerdeg Deeler.
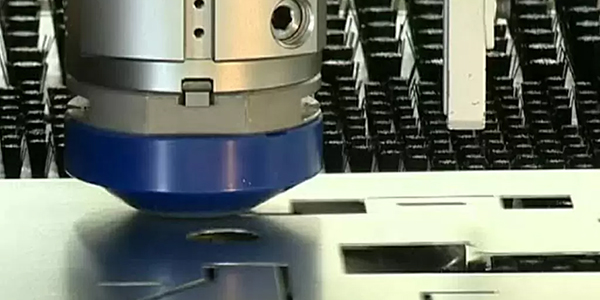
Héichopléisend Plasmaschneiden
Plasmaschneiden gëtt zënter laangem als eng bëlleg Alternativ zu Sauerstoffbrennstoff a Laserprofiléierung ugesinn, wou de Schnëttwénkel kee Problem war. Rezent Entwécklungen am Héichpräzisiouns-/Héichopléisungsplasmaprozess hunn d'Qualitéit an d'Méiglechkeeten vum Plasmaschneiden däitlech verbessert, wouduerch et zu enger méi villfälteger a präziser Optioun wéi jee virdrun ass.

Applikatiounsgeeignetheet
Plasmaschneiden ass gëeegent fir verschidde Materialien, besonnesch mëll Stol a rostfräi Stol, a produzéiert eng exzellent Kantenfinish.
Verbesserunge vun de Kontrollsystemer bedeiten elo, datt eng optimal Schnëttleistung fir eng Rei vu Materialien an Dicken vun 1 mm bis 50 mm a mëllen Stol (ofhängeg vun der Leeschtung vun der Plasmaeenheet) erreecht ka ginn.
Parameteren, déi mam Schneiden vun enger breeder Palette vu Materialien an Déckten zesummenhänken, wéi Schnëttgeschwindegkeet, Gaszorten a Gasdrock, kënnen elo automatesch vum Apparat kontrolléiert ginn, wat eng konsequent héich Schnëttqualitéit garantéiert. D'Benotzer hunn elo eng wierklech käschtegënschteg Alternativ zu anere Schnëttprozesser.
CNC-Stanzmaschinnen
CNC-Stanzen Blechbearbechtung mat CNC-Stanzinstrumenter a CNC-Stanzpressen. Computernumeresch gesteiert (CNC) Stanzen ass e Fabrikatiounsprozess, deen duerch CNC-Stanzpressen duerchgefouert gëtt. Dës Maschinne kënnen entweder en Eenzelkapp- a Werkzeugschinn-Design (Trumpf) oder en Multi-Tool-Turret-Design sinn. D'Maschinn ass am Fong programméiert fir e Metallblech an x- an y-Richtung ze beweegen, fir de Blech genee ënnert dem Stanzram vun der Maschinn ze positionéieren, fir e Lach ze stänzen.
De Veraarbechtungsberäich fir déi meescht CNC-Stanzmaschinnen ass 0,5 mm bis 6,0 mm déck a verschiddene Materialien, dorënner Stol, Zintec, Galvaniséiert Stol, Edelstol an Aluminium. D'Wiel vum Lächer kann esou einfach sinn wéi e Krees oder e Rechteck bis hin zu spezielle Formen, déi engem spezifeschen Ausschnëttsdesign entspriechen. Duerch d'Benotzung vun enger Kombinatioun vun eenzelne Schléi an iwwerlappenden Geometrien kënne komplex Forme vu Blechkomponenten hiergestallt ginn. D'Maschinn kann och 3D-Formen wéi Dimplen, Taptite®-Gewindestuerzen an elektresch Ausschlagsstéiss etc. op béide Säite vum Blech stänzen, déi dacks am Design vu Blechgehäuse benotzt ginn. E puer modern Maschinne kënnen d'Fäegkeet hunn, Gewënn ze schneiden, kleng Laschen ze falen, geschnidde Kanten ze stänzen ouni Zeiemarkéierungen, wouduerch d'Maschinn bannent der Komponentenzykluszäit ganz produktiv ass. D'Instruktioun fir d'Maschinn ze fueren fir déi gewënscht Komponentengeometrie ze kreéieren ass bekannt als CNC-Programm.